Технология изготовления литых дисков: разъясняем обстоятельно

Если на вашем авто стоят литые легкосплавные диски, вам наверняка будет интересно узнать, как и из чего они производятся. Технология изготовления литых дисков значительно сложнее, чем может показаться на первый взгляд. Значение имеет все: выбор сплава, температуры, способы механической обработки и многое другое./p
Блок: 1/3 | Кол-во символов: 319
Источник: https://megawheel.ru/news/kak-delayut-litye-diski/
Библиографическая ссылка
Богданова Т.А., Довженко Н.Н., Гильманшина Т.Р., Баранов В.Н., Чеглаков А.В., Меркулова Г.А., Лыткина С.И., Худоногов С.А., Косович А.А., Партыко Е.Г. СОВРЕМЕННЫЕ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ДИСКОВ АВТОМОБИЛЬНЫХ КОЛЕС // Современные проблемы науки и образования. – 2014. – № 5.;
URL: http://science-education.ru/ru/article/view?id=15005 (дата обращения: 07.05.2020).
Предлагаем вашему вниманию журналы, издающиеся в издательстве «Академия Естествознания»
(Высокий импакт-фактор РИНЦ, тематика журналов охватывает все научные направления)
Блок: 2/2 | Кол-во символов: 589
Источник: https://science-education.ru/ru/article/view?id=15005
Производство при помощи гравитационного литья
Подавляющее большинство легкосплавных дисков изготавливаются посредством использования метода гравитационного литья. Одним из главных достоинств этого метода является высокий коэффициент использования материала, благодаря чему, себестоимость производства существенно снижается. Именно это и является определяющим фактором при формировании цены (литье в 2-3 раза дешевле ковки).
В качестве конструкционных материалов широко используются относительно дешевые сплавы на основе алюминия. Алюминий является одним из наиболее легких металлов, что в сочетании с высокой прочностью его сплава, способствует снижению веса диска.
Если сравнивать со стальными изделиями, то алюминиевые диски легче на 10-20%, что является их основным преимуществом. Ведь в таком случае масса неподрессоренных частей машины значительно снижается. Из-за этого при движении по неровностям дороги на кузов воздействуют меньшие ударные нагрузки, а значит, улучшается такое эксплуатационное свойство автомобиля, как плавность хода. При этом также улучшаются условия работы подвески: упругие и демпфирующие элементы воспринимают меньшие нагрузки, тем самым увеличивается срок их службы.
За счет меньшей массы колеса быстрее восстанавливают контакт с поверхностью дороги при наезде на препятствие, что благотворно сказывается на устойчивости и управляемости автомобиля, движущегося на больших скоростях. Уменьшение массы колеса положительно сказывается на динамике автомобиля, т. к. для разгона и торможения требуется меньшее усилие, что в конечном итоге приводит к увеличению срока службы двигателя, трансмиссии и тормозной системы, а также к уменьшению расхода топлива.
Помимо всего прочего, диски из алюминиевых сплавов обеспечивают лучшее охлаждение тормозных механизмов за счет лучшего обдува и высокой теплопроводности материала. Нельзя не учитывать также высокую точность в изготовлении литых дисков, которая позволяет лучше произвести балансировку колеса. Это, в свою очередь, способствует уменьшению износа подшипников ступиц, шарниров деталей подвески, рулевого привода и шин.
Блок: 2/6 | Кол-во символов: 2107
Источник: https://www.koleso-razmer.ru/info/sovremennye-tehnologii-izgotovleniya-kolesnyh-diskov-zhidkaya-ko/
Способы литья
- Чтобы получить отливку, на заводе могут использовать разные методы литья:
Выбор способа зависит и от сплава, и от расчетной стоимости дисков (для бюджетной категории часто используют менее дорогостоящие варианты). У каждого метода имеется собственный набор достоинств и недостатков. Если используется гравитационное литье, автоматы заливают в формы алюминиевый сплав при нормальном атмосферном давлении. После остывания получается заготовка с равномерной мелкозернистой структурой. Для магниевых дисков стараются использовать другие методы, поскольку металл приходится разогревать до более высоких температур, и в процессе охлаждения качество оказывается не слишком высоким.
При литье под низким давлением, как понятно из названия, приходится создавать разреженную атмосферу. Это требует дополнительных затрат, но окупается: металла требуется меньше, а отливки получаются на 10-15 процентов прочнее и почти в два раза пластичнее, что непосредственно влияет на дальнейшую обработку и характеристики колес.
Еще более совершенным способом считается литье с противодавлением. На этот раз на заготовку воздействует давление газов, которое приводит к уплотнению сплава и уменьшению количества брака. Диски, изготовленные этим способом, оказываются на 5-10% прочнее отлитых под низким давлением. К тому же, технология позволяет сократить время создания отливки.
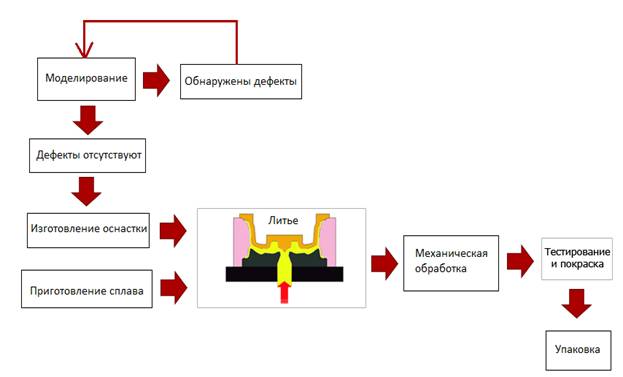
Тестирование
Следующий этап, без которого невозможно обойтись, — проверка качества. На современных предприятиях она проводится в автоматическом режиме. Специальное оборудование обнаруживает пустоты и каверны, проверяет плотность заготовок, определяет нарушения заданных размеров. Если в процессе проверки обнаруживается брак, его отправляют на переплавку, так что процент отходов достаточно мал.
В некоторых случаях диски проходят через стадию закалки, чтобы приобрести большую твердость. Нагрев и охлаждение проводят несколько раз, а диапазон температур во время закалки — от 150 до 200 градусов. Однако эта операция может придать сплаву хрупкость, так что при сильном ударе он не согнется, а пойдет трещинами или лопнет.
Окончательная отделка
Поверхность заготовки сильно отличается от готовой продукции, поэтому необходимо убрать с поверхности все лишнее. Для этого будущие диски обтачивают на специальных станках. Фрезы придают болванке форму, после чего проводится повторный контроль качества.
Дальнейшее зависит от выбранного дизайна. Некоторые модели полируют, другие матируют с помощью химической или механической обработки. Отдельные бренды, выпускающие разноцветные яркие колеса для тюнинга, включают в техпроцесс еще одну операцию: окрашивание. На современных предприятиях обычно используют полимерные порошковые краски, которые образуют прочное и равномерное покрытие на спицах или декоративном колпаке. Затем наступает очередь последней проверки, после чего колесные диски поступают на склад готовой продукции, а позже отправляются к официальным дилерам, которые распространяют их по магазинам.
Блок: 3/3 | Кол-во символов: 3045
Источник: https://megawheel.ru/news/kak-delayut-litye-diski/
Использование давления в процессе литья
Готовое изделие (алюминиевый диск) должен обладать такими качествами, как небольшой вес и оптимальная степень прочности, причем, за счет последнего параметра колесный диск может эксплуатироваться на различных дорожных условиях без риска механического повреждения или разрушения. Если стремиться к максимальному снижению веса, страдает прочность и наоборот, увеличивается вес диска в борьбе за прочность. Идеалом в этом случае может быть гармония, компромисс легкости и прочности.
В процессе производства колесных дисков используют следующие методы литья по способу заполнения форм:
• гравитационное литьё;
• гравитационное литье под давлением.
Технология соединила в себе теории технологий литья и ковки, чтобы сфокусироваться на решении данной конфронтации веса и прочности. При производствелитой диск проходит ускоренный этап затвердения жидкого алюминия для достижения требуемой прочности и жесткости. Обычное охлаждение водой в нижней форме дополняется охлаждением и в верхней форме. Сплав затем подвергается высокоскоростной термической обработке.
После того как заготовка отлита, ее подвергают многократному нагреву до высокой температуры (примерно 540 градусов Цельсия) и резкому охлаждению в воде – эта технология сродни закалке металла. В процессе этой термической обработки меняется микроструктура алюминия, в результате чего сплав становится мелкозернистым. При помощи современных компьютерных технологий осуществляется анализ и контроль изменения структуры алюминия до, во время и после затвердения. Такой технологический процесс позволяет сделать диск тонкостенным не в ущерб его прочности.
Если говорить об обычном гравитационном литье, то в его процессе заполнение формы жидким сплавом и его затвердение происходят без какого-либо внешнего воздействия, т. е. исключительно за счет действия силы тяжести. Литьё под давлением — способ получения отливок в пресс-формах, которые сплав заполняет с большой скоростью (16 секунд) под давлением. Использование этого метода обеспечивает точность размеров и предупреждает образования пористости конструкции.
Блок: 3/6 | Кол-во символов: 2117
Источник: https://www.koleso-razmer.ru/info/sovremennye-tehnologii-izgotovleniya-kolesnyh-diskov-zhidkaya-ko/
Технология производства
Литые диски – самые низкие по себестоимости, поэтому их конечная цена ниже, чем у любых других. Соответственно, сбыт наладить не сложно. Их охотно приобретают автовладельцы, СТО, автомастерские, магазины запчастей.
Для производства литых дисков основных металлом, как правило, является алюминий. К нему добавляют примеси из кремния (7%), магния (0,4%), железа (0,12%), марганца (0,1%), цинка и меди (по 0,05%). Полученный сплав становится устойчивым к коррозийным процессам. Продаются сплавы в виде готовых слитков, стоимость 1 тонны составляет 100 000 рублей.
Технологический процесс подразумевает изготовление дисков методом литься из расплавленного металла. Сырье расплавляют в специальной печи. После чего металл подают в машину для литья, где он и приобретает нужную форму.
Затем заготовки резко охлаждают в холодной воде. После такой закалки металл получает необходимые свойства.
После охлаждения диски обрабатывают на токарном станке, снова нагревают и окончательно охлаждают уже на воздухе. Последний этап – покраска готовых изделий.
Диски складируют до отправки покупателям в отдельном помещении на стеллажах.

Рынок сбыта литых дисков достаточно обширный, несмотря на свою узкую специализацию. В каждом городе найдется несколько десятков автомобильных мастерских, магазинов запчастей, дилеров, авторынков, СТО. Поэтому первым шагом будет формирование списка потенциальных покупателей и переговоры с ними.
На начальном этапе, чтобы выделить себя на фоне других производителей, следует найти какую-то уникальную деталь. Например, бесплатная доставка или цены немного ниже рыночных, гарантия возврата или поставка под реализацию.
Предприниматель сам определяет, как в своем регионе он сможет выделиться среди конкурентов. Это позволяет сделать маркетинговый анализ. Достаточно ознакомиться с условиями других производителей и определить, что именно можно предложить рынку. С течением времени, при постоянных каналах сбыта, стратегию продвижения можно менять (повышать цену, изменять условия сотрудничества и т.д.).
Хорошими каналами сбыта станут отраслевые справочники, брошюры или журналы. Как ни удивительно, но в СМИ продолжает работать именно на авторынке. Лучший вариант – радио (популярные каналы в регионе среди автолюбителей).
Продвижению отлично способствует создание сайта-визитки в Интернете. Не обязательно создавать карточки с товарами, но выделить свои преимущества нужно. Стоимость изготовления самого простого сайта – от 5 000 рублей. Но можно сделать и самостоятельно на любой из бесплатных площадок.
Продвижение в сети Интернет обойдется в сумму от 9 000 рублей. Однако это существенно расширит рынки сбыта за счет близлежащих населенных пунктов, мелких и средних реализаторов.
Блок: 5/6 | Кол-во символов: 2729
Источник: https://fabricators.ru/article/proizvodstvo-lityh-diskov
Прочность и ремонтопригодность
Исходя из последних прочитанных строк, абсолютно логичным является вопрос, что может привести к разрушению нового литого диска? Естественно, всё зависит только от его качества. В подавляющем большинстве, чтобы разрушить легкосплавный диск необходимо приложить внушительную силу, значительно превосходящую удар инструмента для стальной штамповки. Но вот в чём основная разница. Диск из стали, погнутый при вылете на бордюр или в яму, может повлечь снижение давления в шине (и это в худшем случае), в то время, как литой диск, деформировавшийся в схожих ситуациях, вероятнее всего разрушится. И самое страшное в этом случае то, что разрушение целостности диска приведёт к моментальной потере управляемости и контроля над автомобилем.

Еще одним «бонусом» для владельцев литых дисков станет его абсолютная неремонтопригодность. Несмотря на заверения, звучащие в объявлениях автомобильных салонов и мастерских, литые диски отремонтировать нельзя в большинстве случаев. Восстановить первозданную внешность конечно же можно, однако даже приблизиться к первоначальным характеристикам изделия получится едва ли. Это не значит, что покупать литые диски не следует. Во многих ситуациях такое приобретение вполне безопасно и оправданно. Однако о подводных камнях следует знать.
Блок: 4/5 | Кол-во символов: 1294
Источник: https://wheel-info.ru/litye-diski.html
Технология Liquid Forging
Данный технологический процесс объединяет преимущества литья и ковки. Как это выглядит? Расплавленный алюминий подается в форму и осуществляется первичное давление в 50кг/см2 и последующее давление в 1000 кг/см2. Третья степень давления — 4000 кг/см2 производится после того, как форма полностью заполнится расплавленным металлом и продолжается до полного затвердения. При таком многократном давлении поры расплавленного алюминия полностью устраняются, металл получается без усадочных раковин и с отличной микроструктурой.
Колесные диски, изготовленные с применением технологии Liquid Forging, демонстрируют целый ряд преимуществ:
• отсутствие “усадочной раковины”, микроотверстий и пор;
• мелкозернистость (20-30nm);
• высокие механические свойства жидкой ковки отражаются на лучшем прохождении поворотов, радиальной износоустойчивости и ударопрочности по сравнению с дисками, литыми при низком давлении;
• вариативность и изысканность дизайна в сравнении с цельнокованными дисками;
• вес жидкокованного диска ниже на 30% по отношению к литым дискам;
• высокие механические свойства и отличная микроструктура.
Блок: 4/6 | Кол-во символов: 1156
Источник: https://www.koleso-razmer.ru/info/sovremennye-tehnologii-izgotovleniya-kolesnyh-diskov-zhidkaya-ko/
Когда лучше отказаться от литых дисков
Оснащение автомобиля литыми дисками оправдывает себя в большинстве случаев. Их преимущества сложно пере они легко моются, абсолютно не подвержены коррозии, не нуждаются в колпаках, великолепно выглядят и т. д. Но главное – они повышают управляемость транспортного средства и плавность хода, существенно снижая при этом нагрузку на автомобильную подвеску.
Однако следует отдавать себе отчет, что такие колеса предназначены для дорог хорошего качества. Поэтому от их использования лучше отказаться любителям агрессивного вождения по городским улицам, изобилующим трамвайными путями, колдобинами, лежачими полицейскими и прочими «бонусами» отечественных дорог.
Что касается зимнего времени года, то тут решение об эксплуатации литых дисков является сугубо индивидуальным, и должно основываться на погодных условиях конкретного региона. Замёрзшие скопления снежной шуги и гололёд повышают риск бокового удара, а следовательно – вероятность деформации. К тому же используемые коммунальщиками реагенты могут быть агрессивны к лакокрасочной отделке дисков, что испортит их внешний вид ещё до первой оттепели, и потребует недешёвой косметической реставрации.
В завершение напомним, что безопаснее и комфортнее в зимний период передвигаться на автомобиле, обутом в высокопрофильные шины. Особенно актуально это для почитателей литых дисков. Исходя из этого, будет разумным на зиму устанавливать изделия с наименьшим диаметром, допускаемым производителем транспортного средства.
Блок: 5/5 | Кол-во символов: 1509
Источник: https://wheel-info.ru/litye-diski.html
Технология Flow Forming
Производители по-прежнему работают над технологиями, которые позволяют сделать диск максимально легким не в ущерб прочности. Один из таких проверенных методов — процесс вытягивания обода под воздействием высокой температуры. У Kosei такой метод имеет название Super Fprming (SF), у MI-tech и Marcello — FF (Flow Forming).
Ротационно-давильная технология Flow Forming – новая, прогрессивная технология изготовления симметрично радиальных деталей. Заготовка в виде сердцевины диска с буртиком отливается и прессуется под очень высоким давлением, а затем из буртика с помощью разогрева и специального оборудования “вытягивается” обод.
Технология Flow Forming позволяет сэкономить на сырьевом материале и механической обработке. Большим преимуществом является элегантный, утонченный внешний вид и беспрецедентно малая масса колеса. Являясь именно литыми, эти диски имеют высокую степень прочности, равную прочности кованых алюминиевых дисков.
Блок: 5/6 | Кол-во символов: 968
Источник: https://www.koleso-razmer.ru/info/sovremennye-tehnologii-izgotovleniya-kolesnyh-diskov-zhidkaya-ko/
Рентабельность бизнеса
Суммируем затраты на помещение и оборудование:
- аренда производственного здания – 30 000 руб.;
- коммунальные платежи – 20 000 руб.;
- станки, оборудование, инструмент, спецодежда – 1 600 000 руб.;
- при необходимости организовать противопожарные мероприятия – 100 000 руб.
Для оптимальной загрузки и обслуживания технологического процесса потребуется привлечь не менее 5 сотрудников – 3 специалиста по работе с металлом, токарь, менеджер по сбыту. Если общим руководством и бухгалтерией займется сам предприниматель, этого персонала будет достаточно. В противном случае в смету закладывают и стоимость услуг руководителя и бухгалтера.
Ежемесячные затраты на оплату труда:
- рабочие – 120 000 руб.;
- менеджер – 30 000 руб. + проценты от продаж (3-5);
- бухгалтер (удаленный или аутсорсер, это дешевле) – 10 000 руб.;
- директор – 30 000 руб. + проценты от продаж.
Фонд оплаты труда составит 190 000 рублей и плавающая стимулирующая часть, которая будет зависеть от объемов реализации.
Общие затраты при открытии – 1 940 000 рублей. Нужно учитывать, что затраты на приобретение оборудования будут окупаться постепенно. Поэтому для расчета рентабельности примем, что ежемесячно затраты на инвестиции в технологию производства составляют 67 000, при условии полной их окупаемости в течение двух лет. Тогда затраты в месяц принимаем равными 403 000 рублей. С созданием и продвижением сайта – 420 000 руб.
Себестоимость одного диска составляет 1 400 рублей, средняя цена при реализации – 4 000 рублей. При продаже ежемесячно 200 готовых изделий выручка составит 800 000 рублей.

После выполнения всех обязательств в распоряжении предпринимателя останется 100 000, из которых часть пойдет на приобретение сырья. При таких темпах производства и реализации (200 дисков ежемесячно) на окупаемость проект выйдет через два года, тогда чистая прибыль в распоряжении предприятия будет составлять 260 000 руб.
Однако на практике объем в 200 дисков – минимальный. Как правило, среднее количество реализации составляет 400-500 готовых изделий. При грамотном сбыте и налаженных каналах, на такой объем можно выйти уже через 2-3 месяца.
Несмотря на большое количество фирм, занимающихся производством литых дисков, рынок далек от насыщения. Новому предприятию будет несложно занять свою нишу в этом бизнесе при условии грамотного подхода к организации процесса и хорошо просчитанном бизнес-плане. Рекомендуем посмотреть существующих производителей литых дисков и произвести конкурентную разведку.
Читайте нас в Яндекс Дзен и подписывайтесь во .
Производство модульных зданий
Суть бизнеса, штат сотрудников и требования к помещению. Виды зданий, этапы производства, необходимые материалы и оборудование. Клиенты и рынки сбыта.
Производство чугуна: сырье, технологии и оборудование
Оформление лицензии, штат сотрудников и требования к помещению. Виды и маркировка чугунов, процесс производства, необходимое сырье и оборудования. Поиск каналов сбыта.
Открытие цеха по изготовлению металлоконструкций
Юридическое оформление, наем сотрудников и поиск помещения. Выбор направления производства, закупка сырья и материалов, оборудование цеха. Технология производства металлоконструкций, и поиск клиентов.
Цех по производству металлических изделий
Как определить направление бизнеса, составить ассортимент и закупить сырье. Этапы производства металлических изделий. Выбор помещения, персонала и подбор необходимого оборудования.
Производство профильной трубы
Подбор помещения и персонала, виды профильной трубы, необходимые материалы. Технология производства, оборудование и контроль качества продукции. Каналы сбыта.
Блок: 6/6 | Кол-во символов: 4484
Источник: https://fabricators.ru/article/proizvodstvo-lityh-diskov
Хромирование колесных дисков
Основная задача процесса хромирования (гальванирования) состоит в том, чтобы обеспечить поверхности колесного диска защиту от механических повреждений и химического воздействия агрессивных сред. Кроме того, данная технология позволяет изменить свойства материала (электрическая проводимость, антифрикционные свойства, пригодность для пайки), а также добиться необходимого декоративного эффекта (цвет, блеск).
Хромирование представляет собой нанесение равномерного тонкого слоя хрома, который обеспечивает особую прочность и безупречный блеск. Чем толще покрытие, тем выше износостойкость изделия. На сегодняшний день достаточно широко используется декоративное хромирование.
Блок: 6/6 | Кол-во символов: 707
Источник: https://www.koleso-razmer.ru/info/sovremennye-tehnologii-izgotovleniya-kolesnyh-diskov-zhidkaya-ko/
Кол-во блоков: 17 | Общее кол-во символов: 26940
Количество использованных доноров: 5
Информация по каждому донору:
- https://science-education.ru/ru/article/view?id=15005: использовано 1 блоков из 2, кол-во символов 589 (2%)
- https://megawheel.ru/news/kak-delayut-litye-diski/: использовано 3 блоков из 3, кол-во символов 4368 (16%)
- https://fabricators.ru/article/proizvodstvo-lityh-diskov: использовано 5 блоков из 6, кол-во символов 10888 (40%)
- https://wheel-info.ru/litye-diski.html: использовано 3 блоков из 5, кол-во символов 4040 (15%)
- https://www.koleso-razmer.ru/info/sovremennye-tehnologii-izgotovleniya-kolesnyh-diskov-zhidkaya-ko/: использовано 5 блоков из 6, кол-во символов 7055 (26%)
Литье дисков в домашних условиях

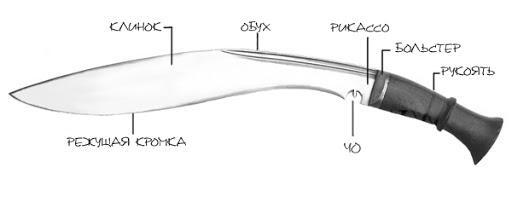
Поступило предложение сделать человеку железяку. Человек хотел сделать сыну подарок. Ну и не придумал ничего лучше как презентовать своему отпрыску кукри.
По моему предложению даже шаблон и масштабно-габаритный макет предоставил. Долго ему напоминал, что он делает шаблон, а я делаю по им предоставленному шаблону в металле. Примерно месяца 4.
Что же, а почему бы и нет. Шаблон есть, да и «заказчик» каждые 2 дня спрашивает, когда сделаю. Ему не важно, что у меня есть основная работа, а он только деревяшку точил месяцев 5.
Берем рессору, отпиливаем кусок и делаем заготовку.

Оставляем железку отдохнуть. Будущее острие пока направлено вниз, при расковке его все равно развернет вверх.
далее я немного увлекся и не сделал фото как колотил конечную форму и закаливал.
есть картинка как отпускал обух. Самой обычной горелкой, при этом держал лезвие в воде или в мокрой ветоши.

Дальше отделочные работы. Ничего кроме полировки приятель не хотел. Жаль.

Можно было бы сделать травление или гравировку, заворонить и подобное.
Ладно. Помните мусорную тему по переплавке фитингов? Эти отливки неплохо куются. Как -нибудь сделаю пост об этом.
Легонько обстучал на молоте латуньку, просверлил, поточил. С ебонитом тоже самое.
вобщем конечный результат






Следует ещё учесть, что эбонит надо полировать на малой скорости, иначе он горит.
Железка получилась тяжёлая. Все же почти сантиметр толщиной по обуху. Твердость — обычный напильник не берет.
Ну и вишенка на всем этом безобразии. Этот «приятель» отказался забирать свой заказ. Де-мол, я просил вот это, а ты сделал не то.
В чем разница я лично не понял, но он решил делать сам. Что ж, удачи
Я тут групку сделал. Заходите если что https://vk.com/zheleznyi_art
Показать полностью 11
2 месяца назад

Сердечный коть

Показать полностью 1
Поддержать
2 месяца назад

Литье алюминия в домашних условиях
Скажу сразу, в фотографиях будет много неправильного, так как литейного образования у меня нет, есть отрывочные знания из сети, книг и работы, связанной с литейным производством.
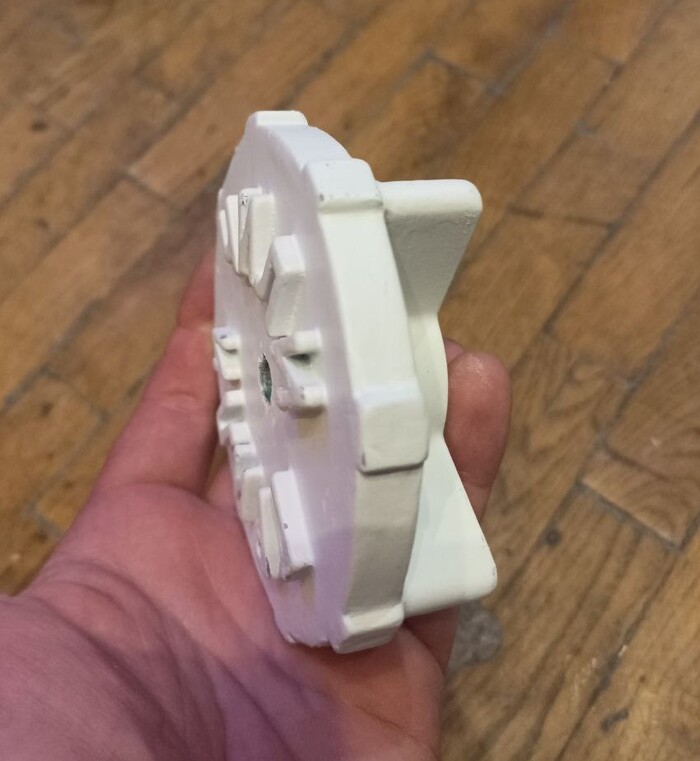
Возникло желание попробовать сделать колеса с алюминиевой центральной частью и резиновым ободом.
Приобрел тигельную печку электрическую небольшую, песок, бентонитовую глину, кварцевую муку, алюминий марки ак9ч и немного расходниковинструмента.
Начал в соответствии с добытой информацией готовить формовочную смесь.

Добился приемлемой липкости и начал пробовать отформовать по мастер модели.
Для прототипирования модели пригодился 3д фдм принтер. Модель печаталась соплом 0,8мм из petg пластика. После печати шлифовалась, красилась из баллончика грунтом, шпаклевка автомобильная и финишно обычная эмаль.
Сразу же столкнулся с проблемой залипания смеси, т.к. сделал выступы букв слишком длинными и под углом 90 градусов. Так же модель была не разборной, что усложняло формовку.
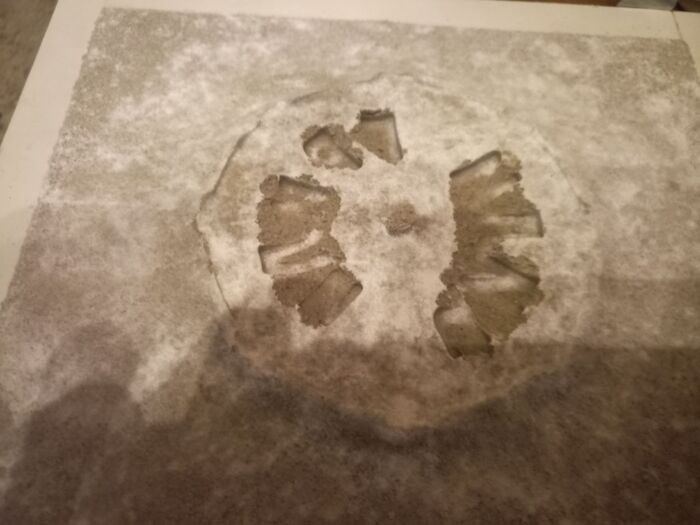
На данном этапе я не знал еще правильная ли у меня смесь (а она была не в тех пропорциях) и все проблемы отнес только на неправильную геометрию мастер-модели.
Переделал мастер модель изменив форму букв, сразу сделав ее из нескольких половинок и занялся смесью. Добавил мелкую кварцевую пудру, еще глины. С измененной моделью и улучшенным составом смеси процесс стал идти лучше и удалось примерно отформовать.


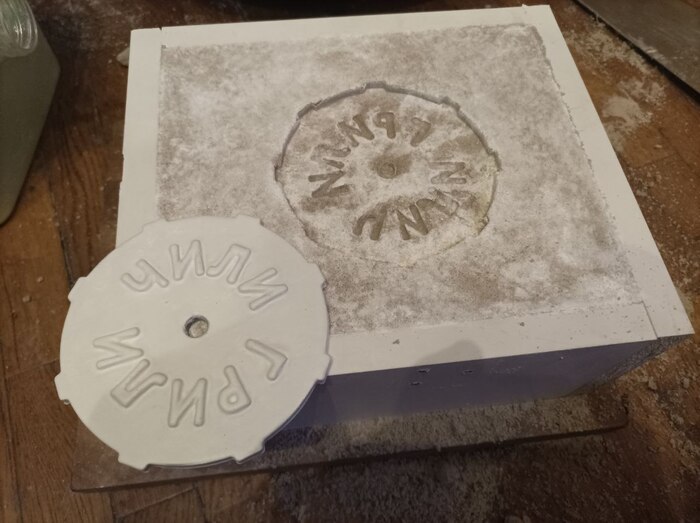
Видно что на последней фотографии есть краешки, которые обломились. Смесь была опять с недостаточным содержанием глины.
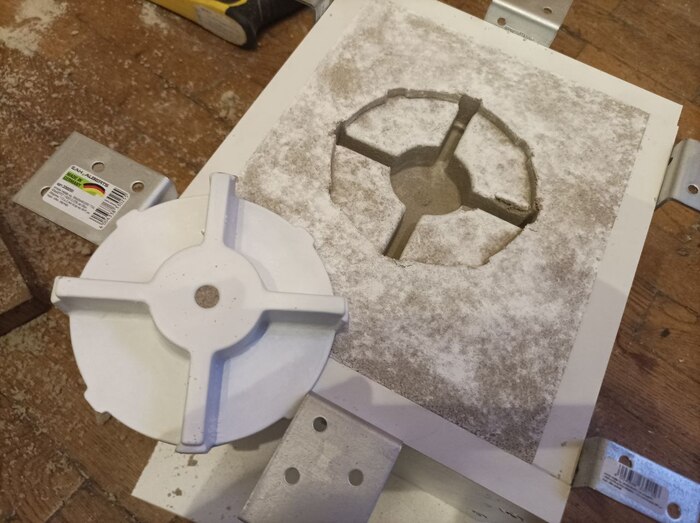
Дальше люди знакомые с литьем скажут, что сплошные косяки, но я просто поленился делать нормальную литниковую систему, т.к. не нашел дома трубочки подходящего диаметра для проделывания отверстия.

Плавка сплава ак9ч и его заливка. На самом деле я удивился производительности печки, с 1,8 квт она очень быстро расплавила необходимые мне 500 грамм, правда в тигель больше 550 и не влезет.

И заливка в форму.

Для первого раза результат считаю вполне неплохим, хотя не все согласятся.

Снимаю еще горячей, только отбив песок. Из за плохой литниковой системы получились усадочные впадины снизу и сверху детали, много пор. Но удовольствие от первой сделанной своими руками металлической детали непередаваемо.
На момент этой отливки смесь имела такой состав. По воде и глине может быть немного неверная цифра, т.к. часть глины пытался залить разведенной в воде.

Если есть вопросы — могу рассказать подробности и заодно послушать ваши ругательства:)
Показать полностью 12
2 месяца назад
Ложка для обуви своими руками
Сделал ложку для обуви Теще в подарок , думаю ей понравится


Показать полностью 2
3 месяца назад
Железная роза

1 шаг
Бутон розы я решил сделать из нержавейки.
Первым делом размечаем будущие лепестки на листе металла, понадобится 4 таких заготовки.

2 шаг
Вырезаем расчерченные заготовки ножницами по металлу или болгаркой, в зависимости от толщины используемого металла.


3 шаг
После того, как все заготовки были вырезаны, складываем их вместе, зажимаем, намечаем середину и высверливаем отверстие под болт, после чего стягиваем заготовки при помощи болта и гайки.

4 шаг
Отрезаем кусочек металлического прутка, после чего немного сгибаем и придаем фактуру.

5 шаг
Собираем лепестки и металлический пруток воедино, приваривая прут к гайке, предварительно хорошо затянув её, чтобы лепестки не болтались и не было люфта.

6 шаг
Зажимаем стебель в тиски для удобства и начинаем сгибать лепестки. Первый лепесток сгибаем в трубочку, удобнее всего это делать круглогубцами но можно и плоскогубцами, для более лёгкого сгибания можно нагревать лепестки газовой горелкой. Каждый следующий лепесток должен перекрывать половину предыдущего.




7 шаг
Нагреваем края лепестков горелкой и сгибаем их в сторону, противоположную центру цветка, удобнее всего начинать сгибать лепестки с наружной части и постепенно двигаться к середине.

8 шаг
При помощи наждачной бумаги зачищаем наружные части лепестков и стебля, так же при помощи горелки придаём металлу синеватый оттенок.
Оставляем небольшие углубления и потёртости для создания фактуры.
На свое усмотрение я добавил листочек, сделав его из листа стали и приварил его к стеблю.

Показать полностью 13
3 месяца назад
Ложка для обуви от друга, а друг кузнец )
Захотелось большую ложку для обуви. Друг взял и сделал ))

Показать полностью 1 1
Поддержать
3 месяца назад
Первая удачная работа на ЧПУ
Продолжаю делиться опытом работы на своём станке. Выглядит он вот так:
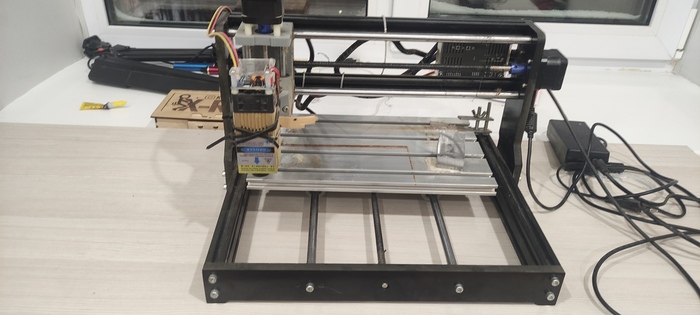
Крепёж штатный не подошёл к новому лазеру, поэтому, пока не напечатал новый, держится на стяжках, ему хватает, но не красиво.
Первая успешная работа:

Получилось довольно интересно и красиво. А дыму сколько было. Пока не настроил лазер.
программу для резки взял с интернета, там много подобных вещей есть. Работа выполнена лазером с оптической мощностью 5 Вт.
На своей работе работаю с алюминием, на моё самостоятельное обучение дали добро на использования их станков и материала. Начал я с простого, с проверенной программы для осы. Немного изменил программу, чуть адаптировал для резки фрезером и вот результат.


Кому интересно, резал фрезой 2 мм, с подачей 750 мм в минуту(можно до 1000 поднять). Мощность шпинделя 1,5 кВт, с подачей СОЖ
Получилось довольно хрупкая, клеил на эпоксидный клей-не понравилось. Клеил на суперклей, стало лучше, но всё же при усилии можно оторвать детали. Изучал на что можно клеить, так такого в продаже не найду. Если кто-то знает, подскажите пожалуйста. Есть сварка, но ей красиво не сделать
Показать полностью 4 1
Поддержать
4 месяца назад
Из кузни
Немного процесса с работы
Делаем пару завитков


Обрезаем под углом.

Складываем и прихватывает для рихтовки

Завариваем и зачищаем

Дальше ставим шайбу и делаем электрозаклепку.

Повторяем необходимое количество раз

Готово. Работаем дальше
Показать полностью 7
4 месяца назад
Маленькая ковка
Есть хобби, но очень редко получается поработать и сделать что-то.






Показать полностью 6
4 месяца назад
Цельнолюминьтьевая гитара
Чувак просто переплавил 17,24 кг алюминиевых банок и отлил из них гитару. Она получилась весом 5,28 кг. Всего на 1,78 кг тяжелее «Урала». Вроде, это вся критическая информация, которая нужна для просмотра этого видео.
4 месяца назад

Лью алюминий в гараже

у меня есть 3д принтер , но детали из пластика не прочные. Поэтому освоил литье алюминия.

Деталь печатаю из пластика. Потом ее трамбую в песок с жидким стеклом. И все это дело сохнет

Потом выжигаю пластик при 500 градусов. Купил специально муфельную печь. Потом плавлю алюминий при 750 градусов и заливаю в опоку, в пустоту где выжегся пластик. И готово






Показать полностью 9
Поддержать
4 месяца назад

Кованая роза
Скоро 14 февраля, да и 8 марта не за горами, пора позаботится о поздравлении любимых женщин.


Показать полностью 2 1
Поддержать
4 месяца назад
У меня было хобби.
Семь лет назад я изготовил этот набор для камина. Это последняя моя работа («перегорел»).
Купленных элементов нет. Покупал только сам металл и краску.
Извините за качество фото.




Показать полностью 4
4 месяца назад
Изготовление кованой вазы для букета цветов из металла
Изготовил кованый букет в вазе любимой на 8 марта.
Поддержать
4 месяца назад
Кованое крыльцо «Яблоневый сад»
Поддержать
2 года назад
Авиатехнологии в быту и на производстве
Давайте расскажу, как я делаю детальки из алюминия. Такие, чтобы в авиационном стиле. На примере дверцы шкафа для перевозки конских сёдел:

Давайте рассмотрим два метода. Первый годится для тонкого металла (алюминий до 2мм, сталь чёрная 1,5, нержа 1мм), второй — для более толстого.
В первую очередь понадобится шаблон. Его удобнее всего сперва сделать из плотного картона — так легче подгонять, а потом, финальную форму и размер перенести на фанеру и вырезать с помощью ленточной пилы.

Далее, необходим шринкер. Это устройство весьма винрарное и использовалось, думаю, даже в 18 веке. Смысл его в следующем: верхние и нижние пары губок имеют рифление, которое при сжимании губок захватывает металл. При продолжении движения губки сводятся друг к другу, стягивая металл и утолщая его в данном месте. Есть и обратная процедура. Она выполняется на стретчере. Обычно рама одна, а губки продают парами. Короче, выглядит оно так:

В него заряжается уголок из алюминия.
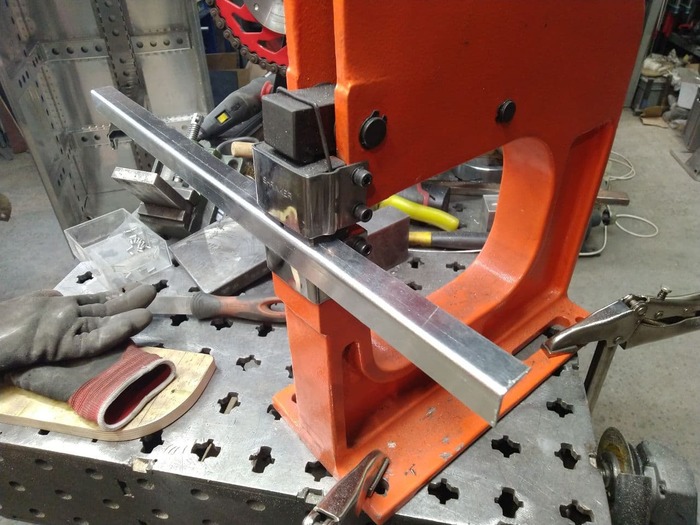
и. методом последовательных приближений к шаблону уголок загибается по радиусу достаточно точно. На картинке видно прилегание к центральной вставке. Практически идеальное.

Когда отформована противоположная часть, я подрезаю углы под 45 градусов и завариваю аргонно-дуговой сваркой. А потом шлифую. Кстати. Хозяйке на заметку. Обычные лепестковые или фибровые диски на алюминии оооочень быстро сходят из-за засаливания. Я юзаю связку из диска Cibo Alugrind и специального спрэя для этих дисков. Ходимость дикая. Т.е. да, диск стоит порядка 1500 и жижа ещё столько же. Но за 3К эта связка ходит у меня уже года 3. Впрочем, довольно. Размечаю и сверлю.

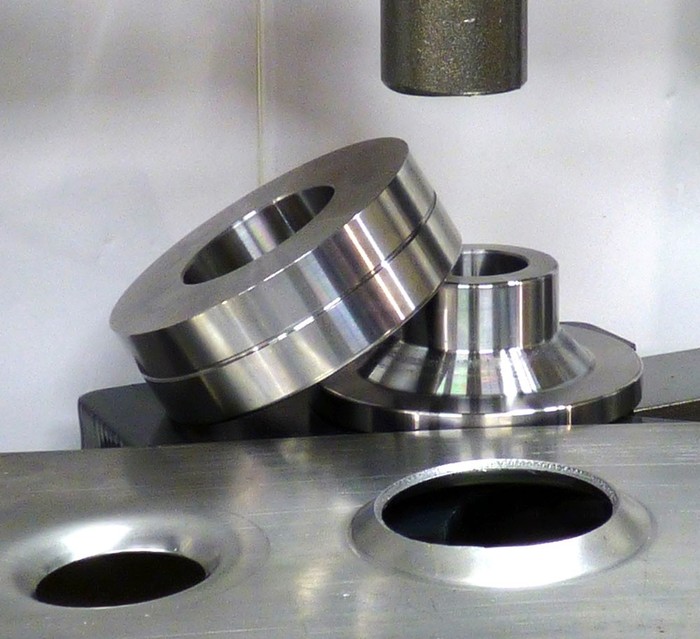
Теперь центральная часть. Её надо отпуклевать. Это такие «вывернутые дырки» симпатишные. Делается с помощью оснастки на прессе. Оснастка точится на токарнике из любого подножного барахла.
Ну и после этого рамка и серёдка совмещаются и проклёпываются. Опять же. На заметку. Заклёпы есть мягкие, из АМГ и жёсткие. Из дюраля. Дюралевые заклёпы портят мягкий алюминий. Не используйте их вообще для алюмина. Ну и по длине тоже надо подбирать заклёпы. Обычно делают по формуле: сумма толщин металла +полтора диаметра клёпки.
У меня 1,5мм толщина и 3мм диаметр клёпы. Следовательно, я беру 1,5+1,5 + 1,5*3 = 7,5мм. Таких не бывает, значит надо взять 8. И панеслася.

Второй вариант радиусного гиба уголка, в данном случае толщина 3мм, но так же работает и на бОльших толщинах. Сперва вырезаю часть полки, которая мешает гнуться:

Потом, соответственно, сгибаю:

И привариваю сегмент, вырезанный из куска листа.

Разумеется, сперва прихватываю на точки, выставляю, а потом уже даю провар. В данном случае красота шва не имеет значения, потому что металл жирный, лишнее всегда можно снять.
Дальний шовчик, который чешуйками, я наваливал мягкой присадкой Ф1,8мм — но она мгновенно уходит и замучивается пальцами перебирать, подавая её. А нижний шов по радиусу давал четырёхмиллиметровым «бревном» на могучем токе. И быстро и провар.

В итоге, получается вот такая рамка с радиусами:

Дальше это всё надлежит либо выводить под полировку, либо, как в моём случае, под покраску. Поэтому опять же — сильно стараться убирать риску не обязательно. Достаточно будет 100-120 грит — порошковка зальёт.
Кактатак. Это не учебник, парни. И не догма. Это то, как делаю я. Как мне в моей мастерской проще, легче, дешевле и т.д.
Показать полностью 13
3 года назад
Самодельная лодка из люминя
По каким-то неведомым мне причинам предыдущий пост про самодельную лодку оценили многие Пикабушники, поэтому я просто не мог остановиться на достигнутом. К тому же День ВМФ незримым пенделем подталкивает к новым свершениям.
Итак. Давным-давно, когда я был молодой и красивый, а длинные роскошные локоны скрывали блестящее совершенство моего черепа.
В те далекие времена, когда иностранный рубль стоил как тридцать отечественных, а соотечественники не имеющие высшего экономического образования знать не знали о существовании мировых экономических кризисов.
Посетила меня идея фикс. возжелал я глиссирующую моторную лодку из алюминия. Конечно, в те счастливые времена её можно было и купить, но, во-первых это не спортивно, а во-вторых хотелось судно, превосходящее серийные по скорости и грузоподъемности.
Поэтому был разработан и рассчитан проект судна (за основу взяты размерения и обводы «Морские Сани Уффы Фокса»). После приобретения железяк начался процесс постройки.
Первоначально был сварен стапель (основание под лодку) из квадрата стального 100х100мм. А уже на него были закреплены предварительно изогнутые заготовки из листового алюминия Амг5 толщиной 2,5мм. Гнулись они тут же — в гараже.


Да, чуть не забыл, до начала постройки я сдал свой проект на согласование в ГИМС, поскольку планировал установку мотора мощностью 60л.с.
Помаленьку-потихоньку, вечерами. Силами одного человека. Куски металла начали превращаться в непонятно что.

Транец усилен просто жуть. Кницы тоже не забыты.

Первоначально планировалось сделать корпус цельносварным, но к моменту, когда было, что сваривать цены на сварочные аппараты по аллюминию взлетели до небес. Учитывая тот факт, что сварка не является основным моим заработком, было решено не выпендриваться и собирать весь корпус на заклепках.


Да, да строительный профиль тоже применялся. Дешево и сердито. Выше воды (электрохимическая коррозия не грозит) так почему бы нет? Затем перевернул лодку и проклепал днище.


Кстати, возле боковых лыж расположены балластные цистерны, которые на стоянке заполнены полностью, а при начале движения опорожняются за секунды.Это увеличивает остойчивость до умопомрачительных значений.
Переворачиваем обратно, наводим красоту и вытаскиваем лодку для освидетельствования в ГИМС.


После получения номеров и судового билета.




Под мотором в 40л.с. скорость в одинокого составила 58км/ч.
Это при том, что габаритная длина лодки составляет 52,7дециметра.
Ширина габаритная 1,8м. Ширина каждой лыжи 0,18м. Поперечные реданы расположены на миделе. Высота редана 4см.
Грузоподъемность 600кг, пассажировместимость 6человек. Пробовали и ввосьмером ходить — всё в порядке, только ГИМСу не нравится. почему-то.
Лодка в эксплуатации шесть лет и радует))) Свободно идет по волне высотой до одного метра, а для глиссирующего судна это не шуточки.
Это свой, особенный кайф ходить на судне, сделанном своими руками. А то что квадратная. вот такой я херовый дизайнер. гелик, между прочим, тоже квадратный, и КТМ адвенчер тоже.
Спасибо всем, кто дочитал мою нудятину. И с праздником всех, кому актуально.
Автотюнинг колес: способы, идеи

Тюнинг дисков на авто имеет множество видов. Можно купить готовые тюнинговые изделия или сделать изменения самостоятельно.
Многие владельцы преображают облик своего авто. И простым способом сделать это является тюнинг колес автомобиля.
Разновидности колесных дисков
Прежде чем делать автотюнинг колес, следует разобраться, какие бывают диски. Существуют штампованные, литые и кованые детали для отечественных легковых автомобилей и иномарок. Они бывают разных размеров и дизайна. Есть как стандартные, так и широкие изделия.
Штамповки недороги, просты и надежны. Они очень ремонтопригодны. Литье дороже, но и выглядит круче. Есть множество видов оформления. Такие диски считаются надежными, но ремонт их намного сложнее. Исправлению подлежат мелкие дефекты. А при серьезных повреждениях элемент приходится менять. Кованые диски прочные, стильные и долговечные. Но стоимость их высока. Выбор дизайна невелик.
При этом все виды дисков отлично подходят для автотюнинга при умелом подходе.
Варианты тюнинга дисков на авто
Тюнинг дисков на авто имеет множество видов. Можно купить готовые тюнинговые изделия или сделать изменения самостоятельно.

Варианты тюнинга дисков на авто
К популярным типам тюнинга относят разварки, покраску и оклейку, установку подсветки, колпаки-спиннеры и многое иное.
Как сделать тюнинг на штампованные диски
Штампы выглядят просто. Но их можно покрасить в яркий цвет либо сделать из них разварки. Такой тюнинг колес автомобиля подходит для уличных гонщиков или тех, кто желает им подражать. А главное, что все это можно сделать самостоятельно.
Разварка
Разварка — увеличение ширины колесного диска путем разрезания отдельных элементов и наваривания дополнительных. Такой тюнинг колес отечественного авто или иномарки позволяет сделать брутальные широкие колеса, которые изменят внешность машины. Особенно круто он смотрится в сочетании с другими изменениями облика.
Что дает, преимущества и недостатки
Помимо изменения внешности, разварки уменьшают вероятность переворота автомобиля во время заноса и увеличивают его сцепление с поверхностью. Это является основными плюсами данного вида тюнинга.

Автотюнинг колес: разварка дисков
Но у него есть и минусы:
- увеличение массы авто;
- повышение нагрузки на подвеску, быстрый износ ее элементов;
- покупка широких шин;
- обычные узкие покрышки с установкой домиком могут слететь при резком маневре;
- отсутствие специалистов по установке и ремонту широких шин во многих городах и регионах;
- сложность самостоятельного изготовления, высокая стоимость готовых.
Такой тюнинг обязательно вызовет нежелательное внимание со стороны сотрудников ДПС, может потребоваться регистрация изменений в конструкцию автомобиля.
Материалы и инструменты
Чтобы сделать такие тюнинг-диски для машин, потребуются следующие инструменты и материалы:
- два комплекта штамповок либо один комплект и полоски металла для наваривания;
- инструмент для резки с разными насадками;
- дрель со сверлами;
- герметик;
- сварочный аппарат.
Приготовить нужно все заранее, чтобы не отвлекаться во время работы.
Как сварить самостоятельно
Такой тюнинг дисков для авто потребует навыков работы с металлом и опыта сварки. Потребуется соблюдение мер предосторожности и использования защитных средств, таких как маска для сварщика и перчатки.

Разварка (или соединение) дисков
Для разварок применяют старый металл или ненужные штампы. Поэтому нужно убедиться, что они не ржавые.
Увеличить ширину диска можно двумя методами:
- свариванием двух дисков;
- привариванием к диску металлической полосы.
В первом способе один диск станет основой для изделия, а второй будет использоваться для обода. А выполняется работа в такой последовательности:
- Наметить линии отреза на каждой из штамповок.
- По намеченной линии болгаркой разрезать детали.
- Остаток первого диска надеть на ступицу заднего моста и зафиксировать.
- Надеть вторую деталь и выровнять.
- Сварочным аппаратом надежно сварить изделия.
- Полученный шов покрыть герметиком.
- После высыхания герметика убрать его излишки.
- Декорировать разварки. Можно покрасить их или оформить иным доступным способом.
Во втором случае изделия делаются так:
- Взять полоску металла шириной около 3 мм.
- Наметить ближе к ободу диска линию для отрезания.
- Разрезать его болгаркой.
- Отрезать от полоски лишнее, чтобы её размеры были равны окружности диска.
- На специальном оборудовании согнуть металлическую полоску.
- Взять часть штамповки со ступицей и приложить к нему подготовленный металл.
- Приварить правильно согнутую полосу.
- Нанести герметик и после высыхания удалить излишки.
Останется покрасить полученное изделие или оформить его иным методом.
Автотюнинг литых дисков
Тюнинг колес автомобиля при установке литья обычно заключается в его покраске или оклейке пленкой. Бывает не только однотонная, но и двухцветная окраска.

Защита литых дисков — тюнинг хупперами для обода
Иногда украшают даже блестками или тому подобными элементами. Вариантов такой отделки много. Можно установить хупперы или защитные яркие полоски на обод.
Хупперы для обода
Хупперы для обода улучшают вид колес и защищают их от повреждений при притирании к препятствию. Они бывают разных цветов и оттенков и продаются во многих автомагазинах. Их изготавливают из синтетических материалов. Некоторые владельцы автомобилей делают их самостоятельно из резиновых шлангов и лент.
Тюнингование кованых дисков
Ковки обычно тюнингуют методом покраски или обтяжки пленкой. Устанавливают оригинальные заглушки, например, с шильдиком марки авто. Их можно сделать и своими руками.
Покраска
Можно покрасить как специальной краской из баллончика, так и другими способами. Их покрывают блестками и другими украшениями. Иногда для этого используются покрытия для ногтей и прочие нестандартные материалы.
Способы тюнинга дисков на широкие колеса
Автотюнинг дисков на широкие колеса чаще сводится к покраске их в яркие цвета или оклейке яркими пленочными материалами. Могут наноситься дополнительные украшения, ставиться нестандартные или окрашенные колесные болты.
Подсветка на колесные диски
Подсветка колес – это способ выделиться в дорожном потоке. Сделать ее можно своими руками. Для ее изготовления применяют неоновые трубки либо светодиодную ленту. Первый способ дороже и сложнее.

Подсветка на колесные диски
Поэтому чаще используются диоды. Такая подсветка может быть проводной и подключаться к автомобильному аккумулятору. Но можно сделать и беспроводную, которая будет заряжаться от солнечной энергии.
Материалы и инструменты для самостоятельной установки подсветки
Чтобы сделать подсветку, понадобятся такие материалы и инструменты:
- домкрат и баллонный ключ;
- дрель;
- герметик, клей или двухсторонний скотч;
- хомуты;
- гофра для проводки (если она будет применяться);
- стабилизаторы тока (если подсветка будет питаться не от солнца);
- тумблер (если изделие будет работать не на солнечной энергии);
- провода (если нужны);
- ленты из металла (если тормозные диски не имеют защитного кожуха).
Нужны будут и сами светодиодные ленты.
Процесс тюнинга подсветкой
Светящуюся ленту устанавливают в защитный кожух тормозных дисков, если машина ими оснащена. Если их нет, придется изготовить защиту самостоятельно.
Если кожух есть, то подсветку делают в таком порядке:
- Снять колесо.
- Вымыть и обезжирить кожух, удалив все загрязнения.
- Обмотать кожух лентой, чтобы отмерить нужную длину.
- Отрезать ленту. Резать нужно строго по секторам, иначе ее целостность будет нарушена.
- Нанести герметик или клей на ленту с внутренней стороны и приложить ее к кожуху.
- Дополнительно зафиксировать хомутами.
- Нанести клей или герметик на один конец диодной ленты.
- Ко второму концу, на котором имеются провода, припаять провода для подключения к АКБ. Это делается, если она будет питаться от аккумулятора, а не от солнца.
- Убрать проводку в гофру для защиты.
Если машина не оснащена кожухами, тогда пригодится второй способ изготовления подсветки:
- Удалить колесо.
- Взять ленту из металла с перфорацией и согнуть ее по форме детали автомобиля.
- Установить каркас на авто и закрепить.
Далее повторить все операции из первого способа.
Идеи для автотюнинга колпаков
Колпаки колес можно сделать яркими или разноцветными, украсить узорами и рисунками. Для этого применяют краску или пленку, наклейки.
Читайте также: Как убрать рыжики с кузова автомобиля ВАЗ 2108-2115 своими руками
Спиннеры
Молодые водители стали устанавливать на колеса колпаки-спиннеры. При их установке кажется, что автомобиль едет на неподвижных колесах. Эффект достигается установкой в колпак ступицы с подшипником. Она закрепляется на автомобильную ступицу через штатные колесные крепления. Поэтому такое необычное изделие можно изготовить и самим, так как колпаки-спиннеры стоят дорого.
Источник https://auto-metal.ru/stati/litye-diski-tehnologiya-proizvodstva-preimuschestva-i-nedostatki.html
Источник https://pikabu.ru/story/lite_diskov_v_domashnikh_usloviyakh_3654791
Источник https://avtotachki.com/avtotyuning-koles-sposoby-idei/